







ਟਰੱਕ ਬੀਮ ਲਈ PP1213A PP1009S CNC ਹਾਈਡ੍ਰੌਲਿਕ ਹਾਈ ਸਪੀਡ ਪੰਚਿੰਗ ਮਸ਼ੀਨ




| ਨਹੀਂ। | ਆਈਟਮ | ਪੈਰਾਮੀਟਰ | ||
| ਪੀਪੀ1213ਏ | ਪੀਪੀ1009ਐਸ | |||
| 1 | ਪੰਚਿੰਗ ਫੋਰਸ | 1200KN | 1000KN | |
| 2 | ਵੱਧ ਤੋਂ ਵੱਧਪਲੇਟਆਕਾਰ | 800×3500 800×7000ਮਿਲੀਮੀਟਰ(ਸੈਕੰਡਰੀ ਸਥਿਤੀ) | ||
| 3 | ਪਲੇਟਮੋਟਾਈ ਸੀਮਾ | 4~12mm | 4~12mm | |
| 4 | ਪੰਚ ਸਟੇਸ਼ਨ | ਮੋਡੀਊਲ ਨੰਬਰ | 13mm | 9mm(ਉੱਪਰ 5, ਹੇਠਾਂ 4) |
| ਵੱਧ ਤੋਂ ਵੱਧ ਪੰਚ ਵਿਆਸ | φ60 | φ50 | ||
| 5 | ਪੰਚ ਦਾ ਆਕਾਰ(mm) | φ9,φ11,φ13,φ15,φ17,φ21,φ22,φ30,φ34,φ36,φ45,φ50,φ60 (8mm ਪਲੇਟ ਮੋਟਾਈ ਵਾਲਾ ਡਾਈ ਦਾ ਸੈੱਟ) | φ9,φ11,φ13,φ15,φ17,φ21,φ25,φ30,φ35 (8 ਦੀ ਪਲੇਟ ਮੋਟਾਈ ਵਾਲੇ ਡਾਈ ਦੇ ਸੈੱਟ ਸਮੇਤ)mm) | |
| 6 | ਮੁੱਕਿਆਂ ਦੀ ਗਿਣਤੀਪ੍ਰਤੀ ਮਿੰਟ | 〉42 | <42 | |
| 7 | ਵਾਰਪੇਜਹੱਦ | <2mm | <25 | |
| 8 | ਕਲੈਂਪਾਂ ਦੀ ਗਿਣਤੀ | 3 | ||
| 9 | ਸਿਸਟਮ ਦਬਾਅ | Hਦਬਾਅ | 24 ਐਮਪੀਏ | |
| Lਓਵਰ ਪ੍ਰੈਸ਼ਰ | 6 ਐਮਪੀਏ | |||
| 10 | Aਇਨਫੈਕਸ਼ਨ ਪ੍ਰੈਸ਼ਰ | 0.5 ਐਮਪੀਏ | ||
| 11 | ਹਾਈਡ੍ਰੌਲਿਕ ਪੰਪ ਦੀ ਮੋਟਰ ਪਾਵਰ | 22 ਕਿਲੋਵਾਟ | ||
| 12 | ਐਕਸ-ਐਕਸਿਸ ਸਰਵੋ ਮੋਟਰ ਪਾਵਰ | 5 ਕਿਲੋਵਾਟ | ||
| 13 | Y-ਧੁਰਾ ਸਰਵੋ ਮੋਟਰ ਪਾਵਰ | 5 ਕਿਲੋਵਾਟ | ||
| 14 | ਕੁੱਲ ਸਮਰੱਥਾ | 55ਕੇਵੀਏ | ||

1. ਭਾਰੀ ਭਾਰ ਵਾਲੀ ਮਸ਼ੀਨ ਦਾ ਮਸ਼ੀਨ ਬੈੱਡ ਉੱਚ ਗੁਣਵੱਤਾ ਵਾਲੀ ਸਟੀਲ ਪਲੇਟ ਵੈਲਡਿੰਗ ਬਣਤਰ ਨੂੰ ਅਪਣਾਉਂਦਾ ਹੈ। ਵੈਲਡਿੰਗ ਤੋਂ ਬਾਅਦ, ਸਤ੍ਹਾ ਨੂੰ ਪੇਂਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਜੋ ਸਟੀਲ ਪਲੇਟ ਦੀ ਸਤ੍ਹਾ ਦੀ ਗੁਣਵੱਤਾ ਅਤੇ ਜੰਗਾਲ-ਰੋਧਕ ਸਮਰੱਥਾ ਵਿੱਚ ਸੁਧਾਰ ਕੀਤਾ ਜਾ ਸਕੇ। ਖਰਾਦ ਬੈੱਡ ਦੇ ਵੈਲਡਿੰਗ ਹਿੱਸਿਆਂ ਨੂੰ ਵੱਧ ਤੋਂ ਵੱਧ ਵੈਲਡਿੰਗ ਤਣਾਅ ਨੂੰ ਖਤਮ ਕਰਨ ਲਈ ਗਰਮੀ ਨਾਲ ਉਮਰ ਦਿੱਤੀ ਜਾਂਦੀ ਹੈ।

2. ਮਸ਼ੀਨ ਵਿੱਚ ਦੋ CNC ਧੁਰੇ ਹਨ: x-ਧੁਰਾ ਕਲੈਂਪ ਦੀ ਖੱਬੀ ਅਤੇ ਸੱਜੀ ਗਤੀ ਹੈ, Y-ਧੁਰਾ ਕਲੈਂਪ ਦੀ ਅੱਗੇ ਅਤੇ ਪਿੱਛੇ ਦੀ ਗਤੀ ਹੈ, ਅਤੇ ਉੱਚ ਕਠੋਰਤਾ ਵਾਲਾ CNC ਵਰਕਬੈਂਚ ਫੀਡਿੰਗ ਦੀ ਭਰੋਸੇਯੋਗਤਾ ਅਤੇ ਸ਼ੁੱਧਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦਾ ਹੈ।
3. X. Y ਡਰਾਈਵ ਸ਼ਾਫਟ ਟ੍ਰਾਂਸਮਿਸ਼ਨ ਸ਼ੁੱਧਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਣ ਲਈ ਸ਼ੁੱਧਤਾ ਬਾਲ ਸਕ੍ਰੂ ਨੂੰ ਅਪਣਾਉਂਦਾ ਹੈ।
4. X ਅਤੇ Y ਧੁਰੇ ਸ਼ੁੱਧਤਾ ਰੇਖਿਕ ਗਾਈਡ ਰੇਲ ਨੂੰ ਅਪਣਾਉਂਦੇ ਹਨ, ਵੱਡੇ ਲੋਡ, ਉੱਚ ਸ਼ੁੱਧਤਾ, ਗਾਈਡ ਰੇਲ ਦੀ ਲੰਬੀ ਸੇਵਾ ਜੀਵਨ ਦੇ ਨਾਲ, ਅਤੇ ਲੰਬੇ ਸਮੇਂ ਲਈ ਮਸ਼ੀਨ ਦੀ ਉੱਚ ਸ਼ੁੱਧਤਾ ਰੱਖ ਸਕਦੇ ਹਨ।
5. x-ਧੁਰਾ ਅਤੇ y-ਧੁਰਾ ਡਰਾਈਵ ਮੋਟਰਾਂ ਜਰਮਨ AC ਸਰਵੋ ਮੋਟਰਾਂ ਦੁਆਰਾ ਚਲਾਈਆਂ ਜਾਂਦੀਆਂ ਹਨ। Y-ਧੁਰਾ ਅਰਧ-ਬੰਦ ਲੂਪ ਸਥਿਤੀ ਫੀਡਬੈਕ ਨੂੰ ਮਹਿਸੂਸ ਕਰਦਾ ਹੈ।
6. ਮਸ਼ੀਨ ਨੂੰ ਕੇਂਦਰੀਕ੍ਰਿਤ ਲੁਬਰੀਕੇਸ਼ਨ ਅਤੇ ਵਿਕੇਂਦਰੀਕ੍ਰਿਤ ਲੁਬਰੀਕੇਸ਼ਨ ਦੇ ਸੁਮੇਲ ਨਾਲ ਲੁਬਰੀਕੇਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਤਾਂ ਜੋ ਮਸ਼ੀਨ ਹਰ ਵਾਰ ਚੰਗੀ ਕੰਮ ਕਰਨ ਵਾਲੀ ਸਥਿਤੀ ਵਿੱਚ ਰਹੇ।
7. ਮੂਵਿੰਗ ਮਟੀਰੀਅਲ ਦਾ ਸੀਐਨਸੀ ਵਰਕਟੇਬਲ ਸਿੱਧੇ ਫਾਊਂਡੇਸ਼ਨ 'ਤੇ ਫਿਕਸ ਕੀਤਾ ਗਿਆ ਹੈ, ਅਤੇ ਵਰਕਟੇਬਲ ਇੱਕ ਯੂਨੀਵਰਸਲ ਕਨਵੇਇੰਗ ਬਾਲ ਨਾਲ ਲੈਸ ਹੈ, ਜਿਸ ਵਿੱਚ ਛੋਟਾ ਪ੍ਰਤੀਰੋਧ, ਘੱਟ ਸ਼ੋਰ ਅਤੇ ਆਸਾਨ ਰੱਖ-ਰਖਾਅ ਦੇ ਫਾਇਦੇ ਹਨ।
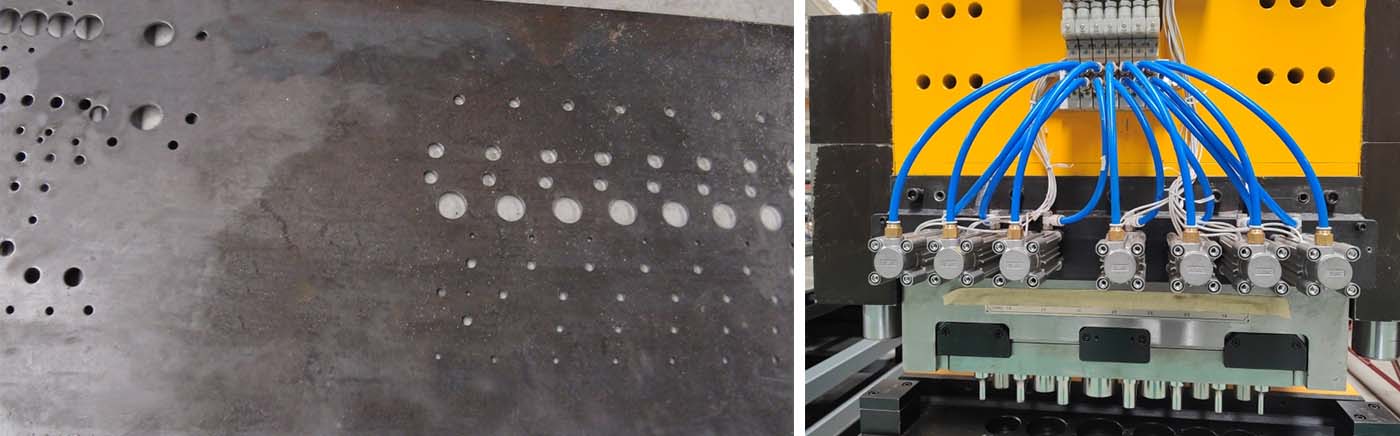
8. ਮਸ਼ੀਨ ਦੀ ਪੰਚਿੰਗ ਡਾਈ ਪੋਜੀਸ਼ਨ ਡਬਲ ਰੋਅ ਲੀਨੀਅਰ ਪ੍ਰਬੰਧ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ, ਅਤੇ ਵੱਧ ਤੋਂ ਵੱਧ ਪੰਚਿੰਗ ਵਿਆਸ 50mm ਹੈ। ਹਾਈਡ੍ਰੌਲਿਕ ਸਿਲੰਡਰ ਦਾ ਪਿਸਟਨ ਦੋ ਲੀਨੀਅਰ ਰੋਲਿੰਗ ਗਾਈਡਾਂ ਦੁਆਰਾ ਨਿਰਦੇਸ਼ਤ ਸਲਾਈਡ ਬਲਾਕ ਨੂੰ ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਜਾਣ ਲਈ ਚਲਾਉਂਦਾ ਹੈ, ਜੋ ਡਾਈ ਅਤੇ ਪੰਚ ਦੀ ਸਹੀ ਅਲਾਈਨਮੈਂਟ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦਾ ਹੈ, ਅਤੇ ਇਸਦੀ ਸੇਵਾ ਜੀਵਨ ਲੰਬੀ ਹੈ। ਪੰਚਿੰਗ ਡਾਈ ਪੋਜੀਸ਼ਨ ਦੀ ਚੋਣ ਸਿਲੰਡਰ ਪੁਸ਼ਿੰਗ ਅਤੇ ਪੁਲਿੰਗ ਕੁਸ਼ਨ ਬਲਾਕ ਦੇ ਤਰੀਕੇ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ, ਜਿਸ ਵਿੱਚ ਤੇਜ਼ੀ ਨਾਲ ਡਾਈ ਬਦਲਣ, ਉੱਚ ਭਰੋਸੇਯੋਗਤਾ ਅਤੇ ਸੁਵਿਧਾਜਨਕ ਰੱਖ-ਰਖਾਅ ਦੇ ਫਾਇਦੇ ਹਨ।
9. ਸਮੱਗਰੀ ਨੂੰ ਤਿੰਨ ਸ਼ਕਤੀਸ਼ਾਲੀ ਹਾਈਡ੍ਰੌਲਿਕ ਕਲੈਂਪਾਂ ਨਾਲ ਕਲੈਂਪ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਜੋ ਤੇਜ਼ੀ ਨਾਲ ਹਿੱਲ ਸਕਦੇ ਹਨ ਅਤੇ ਲੱਭ ਸਕਦੇ ਹਨ। ਕਲੈਂਪ ਸਮੱਗਰੀ ਦੇ ਉਤਰਾਅ-ਚੜ੍ਹਾਅ ਦੇ ਨਾਲ ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਤੈਰ ਸਕਦਾ ਹੈ। ਕਲੈਂਪਾਂ ਵਿਚਕਾਰ ਦੂਰੀ ਨੂੰ ਸਮੱਗਰੀ ਦੇ ਕਲੈਂਪਿੰਗ ਕਿਨਾਰੇ ਦੀ ਲੰਬਾਈ ਦੇ ਅਨੁਸਾਰ ਐਡਜਸਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।

10. ਇਸ ਵਿੱਚ ਘੱਟ ਪ੍ਰੋਸੈਸਿੰਗ ਸਮਾਂ, ਤੇਜ਼ ਸਥਿਤੀ, ਸਧਾਰਨ ਸੰਚਾਲਨ, ਘੱਟ ਫਰਸ਼ ਵਾਲੀ ਥਾਂ ਅਤੇ ਉੱਚ ਉਤਪਾਦਨ ਕੁਸ਼ਲਤਾ ਦੇ ਫਾਇਦੇ ਹਨ।
11. ਕੰਪਿਊਟਰ ਦਾ ਇੰਟਰਫੇਸ ਅੰਗਰੇਜ਼ੀ ਵਿੱਚ ਹੈ, ਜਿਸ ਵਿੱਚ ਆਪਰੇਟਰਾਂ ਲਈ ਮੁਹਾਰਤ ਹਾਸਲ ਕਰਨਾ ਆਸਾਨ ਹੈ।
| NO | ਨਾਮ | ਬ੍ਰਾਂਡ | ਦੇਸ਼ |
| 1 | ਸੀ.ਐਨ.ਸੀ.ਸਿਸਟਮ | ਸੀਮੇਂਸ 808D | ਜਰਮਨੀ |
| 2 | ਸਰਵੋ ਮੋਟਰ ਅਤੇSਐਰਵੋ ਡਰਾਈਵਰ | ਸੀਮੇਂਸ / ਪੈਨਾਸੋਨਿਕ | ਜਰਮਨੀ/ਜਪਾਨ |
| 3 | ਰੇਖਿਕ ਗਤੀ ਗਾਈਡ | ਹਿਵਿਨ/ਪੀਐਮਆਈ | ਤਾਈਵਾਨ, ਜਪਾਨ |
| 4 | ਬਾਲ ਪੇਚ | ਆਈ+ਐਫ/ਨੀਫ | ਜਰਮਨੀ |
| 5 | ਸਿਲੰਡਰ | ਐਸਐਮਸੀ/ਫੈਸਟੋ | ਜਪਾਨ / ਜਰਮਨੀ |
| 6 | ਸਾਲਿਡ ਸਟੇਟ ਰੀਲੇਅ | ਵੇਡਮੂਲਰ | ਜਰਮਨੀ |
| 7 | ਡਰੈਗ ਚੇਨ | ਆਈਗਸ/ਸੀਪੀਐਸ | ਜਰਮਨੀ/ਦੱਖਣੀ ਕੋਰੀਆ |
| 8 | ਡਬਲ ਵੈਨ ਪੰਪ | ਡੇਨੀਸਨ/ਐਲਬਰਟ | ਅਮਰੀਕਾ |
| 9 | ਹਾਈਡ੍ਰੌਲਿਕ ਵਾਲਵ | ATOS | ਇਟਲੀ |
| 10 | ਤੇਲ ਕੂਲਰ | ਟੋਂਗਫੇਈ/ਲੇਬਰ | ਚੀਨ |
| 11 | ਤੇਲ ਲੁਬਰੀਕੇਸ਼ਨ ਡਿਵਾਈਸ | ਹਰਗ | ਜਪਾਨ |
| 12 | ਘੱਟ ਵੋਲਟੇਜ ਵਾਲੇ ਬਿਜਲੀ ਦੇ ਹਿੱਸੇ | ਸਨਾਈਡਰ | ਫਰਾਂਸ |
ਨੋਟ: ਉਪਰੋਕਤ ਸਾਡਾ ਮਿਆਰੀ ਸਪਲਾਇਰ ਹੈ। ਜੇਕਰ ਉਪਰੋਕਤ ਸਪਲਾਇਰ ਕਿਸੇ ਖਾਸ ਮਾਮਲੇ ਵਿੱਚ ਹਿੱਸਿਆਂ ਦੀ ਸਪਲਾਈ ਨਹੀਂ ਕਰ ਸਕਦਾ ਹੈ ਤਾਂ ਇਸਨੂੰ ਦੂਜੇ ਬ੍ਰਾਂਡ ਦੇ ਉਸੇ ਗੁਣਵੱਤਾ ਵਾਲੇ ਹਿੱਸਿਆਂ ਨਾਲ ਬਦਲਿਆ ਜਾ ਸਕਦਾ ਹੈ।



ਕੰਪਨੀ ਦਾ ਸੰਖੇਪ ਪ੍ਰੋਫਾਈਲ  ਫੈਕਟਰੀ ਜਾਣਕਾਰੀ
ਫੈਕਟਰੀ ਜਾਣਕਾਰੀ  ਸਾਲਾਨਾ ਉਤਪਾਦਨ ਸਮਰੱਥਾ
ਸਾਲਾਨਾ ਉਤਪਾਦਨ ਸਮਰੱਥਾ  ਵਪਾਰ ਯੋਗਤਾ
ਵਪਾਰ ਯੋਗਤਾ 





