







ਸੀਐਨਸੀ ਬੀਮ ਥ੍ਰੀ-ਡਾਇਮੈਂਸ਼ਨਲ ਡ੍ਰਿਲਿੰਗ ਮਸ਼ੀਨ




| ਪੈਰਾਮੀਟਰ ਮੁੱਲ | ||||||||
| ਪੈਰਾਮੀਟਰ ਨਾਮ | ਯੂਨਿਟ | Sਡਬਲਯੂਜ਼ੈਡ400-9 | SWZ1000C | SWZ1250C | ||||
| ਦਾ ਦਾਇਰਾਬੀਮ ਮਾਪ | ਸੈਕਸ਼ਨ ਸਟੀਲ | mm | 150*75-400*300 | 150*75-1000*50 | 150*751250*600 | |||
| ਮੋਟਾਈ | mm | ≤80 | ||||||
| ਲੰਬਾਈ | m | 12m (ਗਾਹਕ ਦੀ ਮੰਗ ਅਨੁਸਾਰ ਸੰਰਚਿਤ ਕਰੋ) | 15m (ਗਾਹਕ ਦੀ ਮੰਗ ਅਨੁਸਾਰ ਸੰਰਚਿਤ ਕਰੋ) | |||||
| ਸਮੱਗਰੀ ਦੀ ਛੋਟੀ ਸੀਮਾ | mm | ਆਟੋਮੈਟਿਕ ਪ੍ਰੋਸੈਸਿੰਗ≥1500 | ਆਟੋਮੈਟਿਕ ਪ੍ਰੋਸੈਸਿੰਗ≥3000 | |||||
| ਹੱਥੀਂ ਪ੍ਰਕਿਰਿਆ: ≤500 | ਹੱਥੀਂ ਪ੍ਰਕਿਰਿਆ: 690-3000 | |||||||
| ਸਪਿੰਡਲ | ਮਾਤਰਾ | 3 | ||||||
| Dਰਿਲ ਹੋਲ ਸੀਮਾ | ਸਥਿਰ ਪਾਸੇ, ਮੋਬਾਈਲ ਪਾਸੇ | mm | ∅ 12~ ∅30 | ∅ 12~ ∅26.5 | ||||
| ਵਿਚਕਾਰਲੀ ਇਕਾਈ | mm | ∅12~ ∅40 | ∅12~ ∅33.5 | |||||
| ਸਪਿੰਡਲਆਰਪੀਐਮ | ਆਰ/ਮਿੰਟ | 180~560 | 180-560 | |||||
| ਕਾਰਡ ਹੈੱਡ ਜਲਦੀ ਬਦਲੋ | / | ਮੋਰਸ ਟੇਪਰ ਹੋਲ 4#(ਬਦਲ ਸਕਦਾ ਹੈ) | ਮੋਰਸ ਟੇਪਰ ਹੋਲ 4#(ਬਦਲ ਸਕਦਾ ਹੈ) | |||||
| ਐਕਸੀਅਲ ਸਟ੍ਰੋਕ | ਸਥਿਰ ਪਾਸੇ, ਮੋਬਾਈਲ ਪਾਸੇ | mm | 140 | |||||
| ਵਿਚਕਾਰਲੀ ਇਕਾਈ | mm | 325 | 240 | |||||
| ਧੁਰੀ ਫੀਡ ਦਰ | ਮਿਲੀਮੀਟਰ/ਮਿੰਟ | 20-300 | ||||||
| ਚਲਦੀ ਦੂਰੀ | ਹਰੇਕ ਸਪਿੰਡਲ ਦਿਸ਼ਾ ਵਿੱਚ ਹੈਬੀਮਲੰਬਾਈ | mm | 520 | |||||
| ਸਪਿੰਡਲ ਦੇ ਦੋਵੇਂ ਪਾਸੇ ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਦਿਸ਼ਾ ਵਿੱਚ | mm | 35-470 | 35-570 | |||||
| ਵਿਚਕਾਰਲੀ ਇਕਾਈ ਇਸ ਦਿਸ਼ਾ ਵਿੱਚ ਹੈਬੀਮਚੌੜਾਈ | mm | 45-910 | 45-1160 | |||||
| ਮਸ਼ੀਨਿੰਗ ਸ਼ੁੱਧਤਾ | ਛੇਕ ਸਮੂਹ ਵਿੱਚ ਨਾਲ ਲੱਗਦੇ ਛੇਕ ਵਿੱਥ ਦੀ ਗਲਤੀ | mm | ≤±0.5 | |||||
| 10 ਮੀਟਰ ਲੰਬਾਈ ਦੇ ਅੰਦਰ ਫੀਡਿੰਗ ਗਲਤੀ | mm | ≤±1 | ||||||
| Eਲੈਕਟ੍ਰਿਕਮੋਟਰਪਾਵਰ | ਸਪਿੰਡਲ ਰੋਟੇਸ਼ਨ ਲਈ ਤਿੰਨ ਪੜਾਅ ਅਸਿੰਕ੍ਰੋਨਸ ਮੋਟਰ | kW | 4*3 | |||||
| ਇੰਟਰਮੀਡੀਏਟ ਯੂਨਿਟ ਐਕਸ-ਐਕਸਿਸ ਸਰਵੋ ਮੋਟਰ | kW | 1.0 | 0.85*2 | |||||
| ਇੰਟਰਮੀਡੀਏਟ ਯੂਨਿਟ ਦੀ Z-ਐਕਸਿਸ ਸਰਵੋ ਮੋਟਰ | kW | 1.5 | 1.3 | |||||
| ਫਿਕਸਡ ਸਾਈਡ ਅਤੇ ਮੋਬਾਈਲ ਸਾਈਡ ਐਕਸ-ਐਕਸਿਸ ਸਰਵੋ ਮੋਟਰ | kW | 1.5 | 1.0 | 0.85 | ||||
| ਸਥਿਰ ਸਾਈਡ ਅਤੇ ਮੋਬਾਈਲ ਸਾਈਡ Y-ਐਕਸਿਸ ਸਰਵੋ ਮੋਟਰ | kW | 1.5 | 1.5 | 1.3 | ||||
| ਮੂਵਿੰਗ ਕੈਰੇਜ ਥ੍ਰੀ ਫੇਜ਼ ਅਸਿੰਕ੍ਰੋਨਸ ਮੋਟਰ | kW | 4 | 0.55 | 0.55 | ||||
| ਓਵਰ ਡਾਇਮੈਂਸ਼ਨ | mm | 4.4*1.4*2.7 | 4.4*2.4*3.5 | 4.8*2.4*3.3 | ||||
| ਮੁੱਖ ਮਸ਼ੀਨਭਾਰ | kg | 4300 | 6000 | 7000 | ||||
1. ਇਹ ਮਸ਼ੀਨ ਉੱਚ-ਗੁਣਵੱਤਾ ਵਾਲੇ ਸਟੀਲ ਦੁਆਰਾ ਵੇਲਡ ਕੀਤੀ ਗਈ ਇੱਕ ਫਰੇਮ ਬਣਤਰ ਹੈ। ਸਟੀਲ ਪਾਈਪ ਨੂੰ ਵੱਡੇ ਤਣਾਅ ਦੁਆਰਾ ਜਗ੍ਹਾ 'ਤੇ ਮਜ਼ਬੂਤ ਬਣਾਇਆ ਜਾਂਦਾ ਹੈ। ਵੈਲਡਿੰਗ ਤੋਂ ਬਾਅਦ, ਬੈੱਡ ਦੀ ਸਥਿਰਤਾ ਨੂੰ ਬਿਹਤਰ ਬਣਾਉਣ ਲਈ ਗਰਮੀ ਦੀ ਉਮਰ ਦਾ ਇਲਾਜ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।


2. 3 CNC ਸਲਾਈਡਾਂ, ਹਰੇਕ ਸਲਾਈਡ 'ਤੇ 6 CNC ਧੁਰੇ, ਅਤੇ ਹਰੇਕ ਸਲਾਈਡ 'ਤੇ 2 CNC ਧੁਰੇ ਹਨ। ਹਰੇਕ CNC ਧੁਰਾ ਸ਼ੁੱਧਤਾ ਰੇਖਿਕ ਰੋਲਿੰਗ ਗਾਈਡ ਦੁਆਰਾ ਨਿਰਦੇਸ਼ਤ ਹੁੰਦਾ ਹੈ ਅਤੇ AC ਸਰਵੋ ਮੋਟਰ ਅਤੇ ਬਾਲ ਸਕ੍ਰੂ ਦੁਆਰਾ ਚਲਾਇਆ ਜਾਂਦਾ ਹੈ। ਬੀਮ ਦੇ ਇੱਕੋ ਭਾਗ 'ਤੇ ਛੇਕਾਂ ਨੂੰ ਇੱਕੋ ਸਮੇਂ 'ਤੇ ਪ੍ਰੋਸੈਸ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ, ਜੋ ਛੇਕ ਸਮੂਹ ਵਿੱਚ ਛੇਕਾਂ ਦੀ ਸਥਿਤੀ ਸ਼ੁੱਧਤਾ ਅਤੇ ਕੁਸ਼ਲਤਾ ਵਿੱਚ ਬਹੁਤ ਸੁਧਾਰ ਕਰਦਾ ਹੈ।
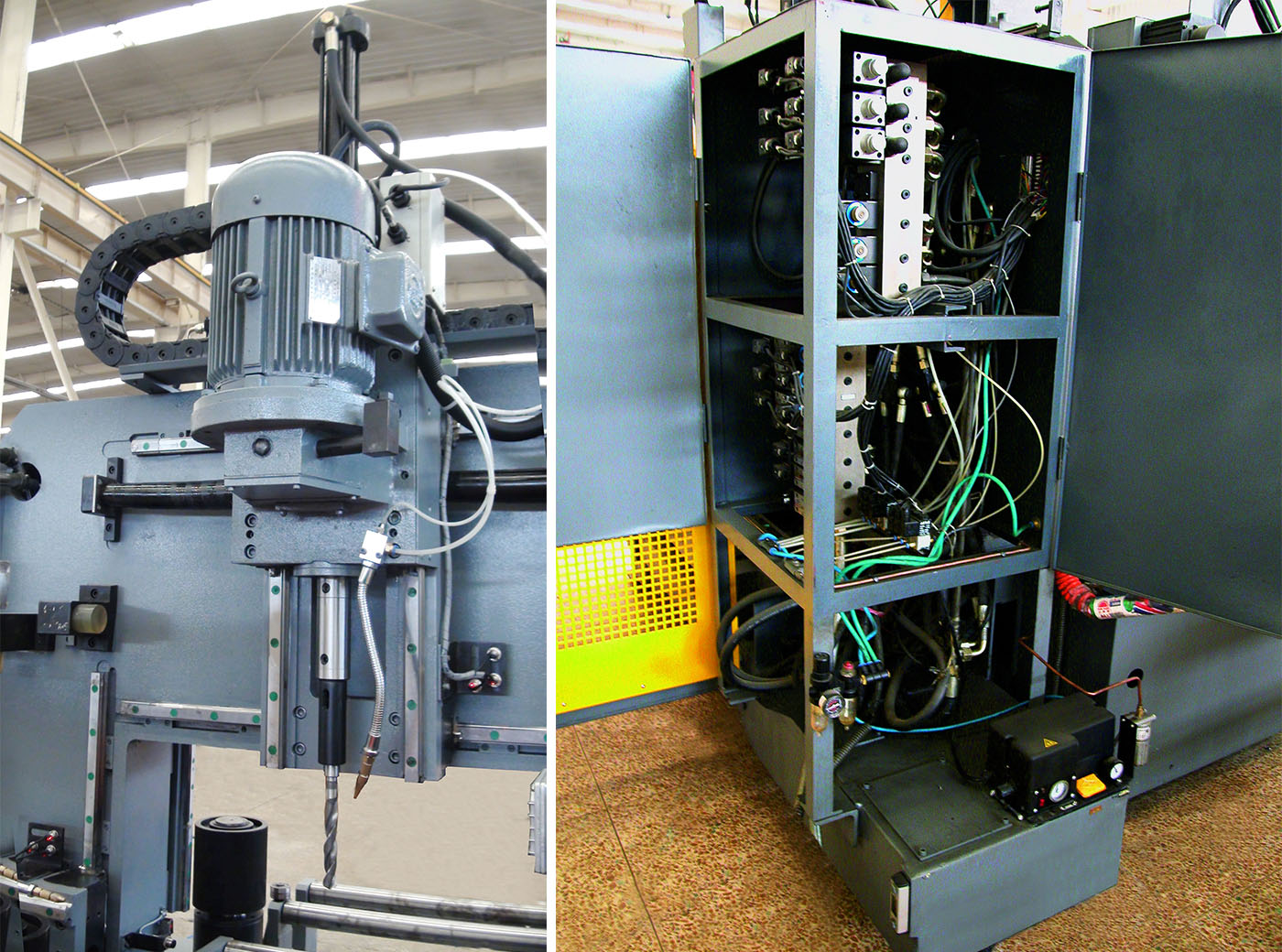
3. ਤਿੰਨ ਆਟੋਮੈਟਿਕ ਕੰਟਰੋਲ ਸਟ੍ਰੋਕ ਡ੍ਰਿਲਿੰਗ ਪਾਵਰ ਹੈੱਡ ਕ੍ਰਮਵਾਰ ਤਿੰਨ ਸੀਐਨਸੀ ਸਲਾਈਡ ਬਲਾਕਾਂ 'ਤੇ ਹਰੀਜੱਟਲ ਅਤੇ ਵਰਟੀਕਲ ਡ੍ਰਿਲਿੰਗ ਲਈ ਸਥਾਪਿਤ ਕੀਤੇ ਗਏ ਹਨ। ਤਿੰਨ ਡ੍ਰਿਲਿੰਗ ਪਾਵਰ ਹੈੱਡ ਸੁਤੰਤਰ ਤੌਰ 'ਤੇ ਜਾਂ ਇੱਕੋ ਸਮੇਂ ਕੰਮ ਕਰ ਸਕਦੇ ਹਨ।
4. ਹਰੇਕ ਡ੍ਰਿਲਿੰਗ ਪਾਵਰ ਹੈੱਡ ਦੀ ਸਪਿੰਡਲ ਸਪੀਡ ਫ੍ਰੀਕੁਐਂਸੀ ਕਨਵਰਟਰ ਦੁਆਰਾ ਨਿਯੰਤਰਿਤ ਕੀਤੀ ਜਾਂਦੀ ਹੈ ਅਤੇ ਸਟੈਪਲੈੱਸ ਐਡਜਸਟ ਕੀਤੀ ਜਾਂਦੀ ਹੈ; ਫੀਡ ਸਪੀਡ ਨੂੰ ਸਪੀਡ ਰੈਗੂਲੇਟਿੰਗ ਵਾਲਵ ਦੁਆਰਾ ਸਟੈਪਲੈੱਸ ਐਡਜਸਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ, ਜਿਸਨੂੰ ਬੀਮ ਦੀ ਸਮੱਗਰੀ ਅਤੇ ਡ੍ਰਿਲਿੰਗ ਹੋਲ ਦੇ ਵਿਆਸ ਦੇ ਅਨੁਸਾਰ ਇੱਕ ਵੱਡੀ ਰੇਂਜ ਵਿੱਚ ਤੇਜ਼ੀ ਨਾਲ ਐਡਜਸਟ ਕੀਤਾ ਜਾ ਸਕਦਾ ਹੈ।
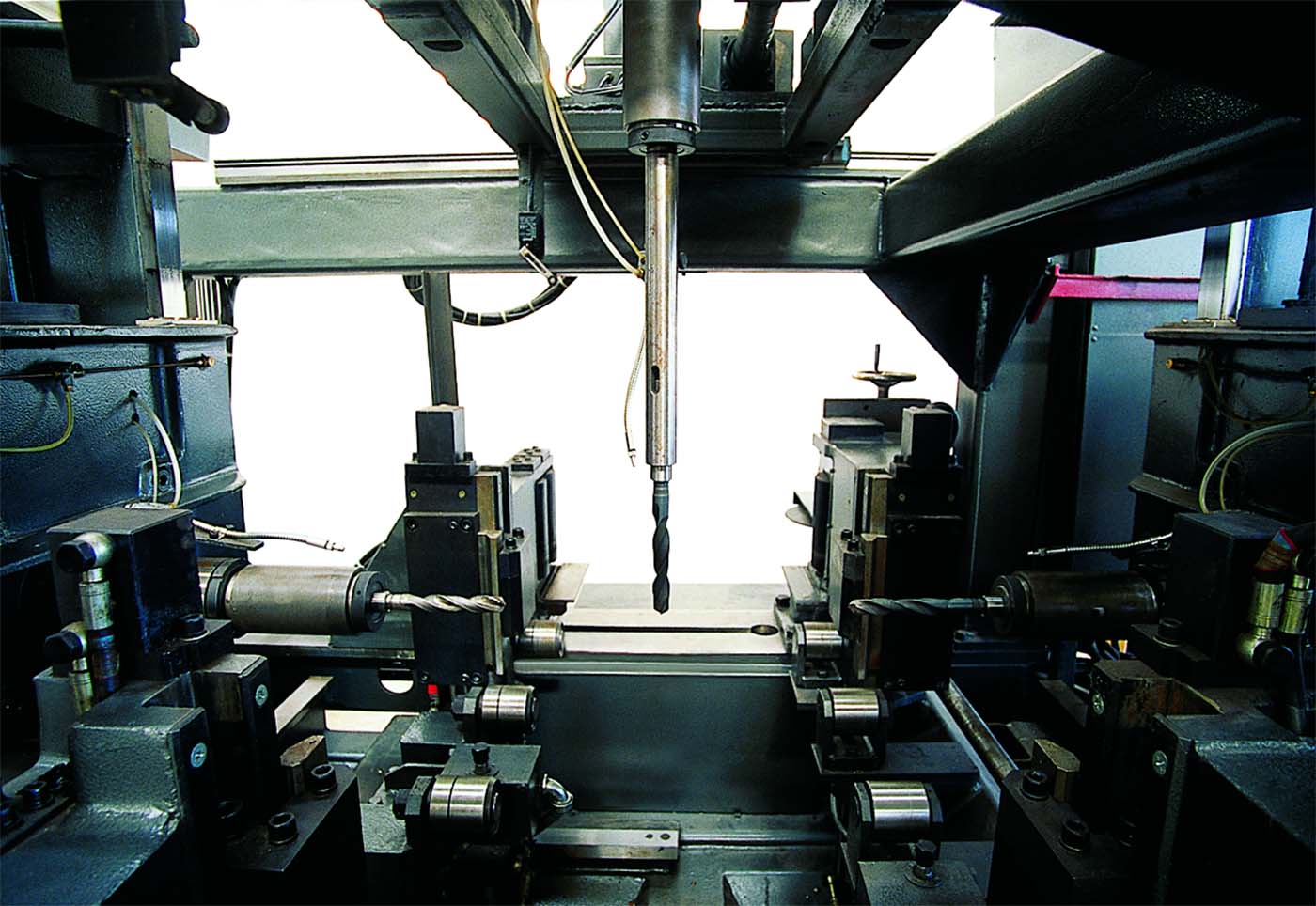
5. ਬੀਮ ਨੂੰ ਹਾਈਡ੍ਰੌਲਿਕ ਕਲੈਂਪਿੰਗ ਵਿਧੀ ਦੁਆਰਾ ਫਿਕਸ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
6. ਮਸ਼ੀਨ ਬੀਮ ਦੀ ਚੌੜਾਈ ਅਤੇ ਵੈੱਬ ਦੀ ਉਚਾਈ ਦੇ ਖੋਜ ਯੰਤਰ ਨਾਲ ਲੈਸ ਹੈ, ਜੋ ਸਮੱਗਰੀ ਦੀ ਅਨਿਯਮਿਤ ਰੂਪਰੇਖਾ ਕਾਰਨ ਹੋਈ ਮਸ਼ੀਨਿੰਗ ਗਲਤੀ ਨੂੰ ਆਪਣੇ ਆਪ ਹੀ ਮੁਆਵਜ਼ਾ ਦੇ ਸਕਦੀ ਹੈ, ਅਤੇ ਮਸ਼ੀਨਿੰਗ ਸ਼ੁੱਧਤਾ ਵਿੱਚ ਸੁਧਾਰ ਕਰ ਸਕਦੀ ਹੈ।
7. ਮਸ਼ੀਨ ਟੂਲ ਇੱਕ ਉੱਨਤ ਕੂਲਿੰਗ ਸਿਸਟਮ ਨਾਲ ਲੈਸ ਹੈ, ਜਿਸ ਵਿੱਚ ਘੱਟ ਕੂਲੈਂਟ ਖਪਤ, ਲਾਗਤ ਬਚਾਉਣ ਅਤੇ ਘੱਟ ਬਿੱਟ ਪਹਿਨਣ ਦੇ ਫਾਇਦੇ ਹਨ।
| ਨਹੀਂ। | ਨਾਮ | ਬ੍ਰਾਂਡ | ਦੇਸ਼ |
| 1 | Lਕੰਨਾਂ ਦੇ ਅੰਦਰ ਗਾਈਡ ਰੇਲ | Hਆਈਵਿਨ/ਸੀਐਸਕੇ | ਤਾਈਵਾਨ (ਚੀਨ) |
| 2 | ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਹਾਈਡ੍ਰੌਲਿਕ ਵਾਲਵ | Aਟੌਸ/Yਯੂਕੇਨ | ਇਟਲੀ/ਜਪਾਨ |
| 3 | ਹਾਈਡ੍ਰੌਲਿਕ ਪੰਪ | ਜਸਟਮਾਰਕ | ਤਾਈਵਾਨ (ਚੀਨ) |
| 4 | Sਐਰਵੋ ਮੋਟਰ | ਪੈਨਾਸੋਨਿਕ | ਜਪਾਨ |
| 5 | ਸਰਵੋ ਡਰਾਈਵਰ | ਪੈਨਾਸੋਨਿਕ | ਜਪਾਨ |
| 6 | ਪੀ.ਐਲ.ਸੀ. | Mitsubishi | ਜਪਾਨ |
| 7 | ਸਪਰੇਅ ਕੂਲਿੰਗ ਪੰਪ | Bਇਜੁਰ | ਅਮਰੀਕਾ |
| 8 | ਲਚਕਦਾਰ ਐਕਸਟੈਂਸ਼ਨ ਨੋਜ਼ਲ | Bਇਜੁਰ | ਅਮਰੀਕਾ |
| 9 | ਨਿਊਮੈਟਿਕ ਸੋਲੇਨੋਇਡ ਵਾਲਵ | Aਇਰਟੈਕ | ਤਾਈਵਾਨ (ਚੀਨ) |
| 10 | ਕੇਂਦਰੀਕ੍ਰਿਤ ਲੁਬਰੀਕੇਸ਼ਨ | Hਐਰਗ/Bਇਜੁਰ | ਜਪਾਨ/ਅਮਰੀਕਾ |
| 11 | Cਕੰਪਿਊਟਰ | ਲੇਨੋਵੋ | ਚੀਨ |
ਨੋਟ: ਉਪਰੋਕਤ ਸਾਡਾ ਮਿਆਰੀ ਸਪਲਾਇਰ ਹੈ। ਜੇਕਰ ਉਪਰੋਕਤ ਸਪਲਾਇਰ ਕਿਸੇ ਖਾਸ ਮਾਮਲੇ ਵਿੱਚ ਹਿੱਸਿਆਂ ਦੀ ਸਪਲਾਈ ਨਹੀਂ ਕਰ ਸਕਦਾ ਹੈ ਤਾਂ ਇਸਨੂੰ ਦੂਜੇ ਬ੍ਰਾਂਡ ਦੇ ਉਸੇ ਗੁਣਵੱਤਾ ਵਾਲੇ ਹਿੱਸਿਆਂ ਨਾਲ ਬਦਲਿਆ ਜਾ ਸਕਦਾ ਹੈ।



ਕੰਪਨੀ ਦਾ ਸੰਖੇਪ ਪ੍ਰੋਫਾਈਲ  ਫੈਕਟਰੀ ਜਾਣਕਾਰੀ
ਫੈਕਟਰੀ ਜਾਣਕਾਰੀ  ਸਾਲਾਨਾ ਉਤਪਾਦਨ ਸਮਰੱਥਾ
ਸਾਲਾਨਾ ਉਤਪਾਦਨ ਸਮਰੱਥਾ  ਵਪਾਰ ਯੋਗਤਾ
ਵਪਾਰ ਯੋਗਤਾ 





