
BL2020C BL1412S CNC ਐਂਗਲ ਆਇਰਨ ਮਾਰਕਿੰਗ ਪੰਚਿੰਗ ਸ਼ੀਅਰਿੰਗ ਮਸ਼ੀਨ




| ਨਹੀਂ। | ਆਈਟਮ | ਪੈਰਾਮੀਟਰ | |
| ਬੀਐਲ2020ਸੀ | ਬੀਐਲ 1412 ਐੱਸ | ||
| 1 | ਪ੍ਰੋਸੈਸਿੰਗ ਐਂਗਲ ਸਟੀਲ ਰੇਂਜ | ∠63×3~∠200×20 | ∠40×3 ~ ∠140×12 |
| 2 | ਵੱਧ ਤੋਂ ਵੱਧ ਪੰਚਿੰਗ ਵਿਆਸ | 25.5 ਮਿਲੀਮੀਟਰ | |
| 3 | ਨਾਮਾਤਰ ਬਲ ਨਾਲ ਪੰਚਿੰਗ | 950KN | 540KN |
| 4 | ਨਾਮਾਤਰ ਮਾਰਕਿੰਗ ਫੋਰਸ | 1030KN | |
| 5 | ਪ੍ਰਤੀ ਪਾਸੇ ਪੰਚਿੰਗ ਹੈੱਡ ਦੀ ਮਾਤਰਾ | 3 | 2 |
| 6 | ਵੱਧ ਤੋਂ ਵੱਧ ਖਾਲੀ ਲੰਬਾਈ | 12 ਮੀ | |
| 7 | ਦੀ ਗਿਣਤੀਮਾਰਕਿੰਗਹੈਡਰ | 4 ਸਮੂਹ | |
| 8 | ਅੱਖਰ ਦਾ ਆਕਾਰ | 14*10*19mm | |
| 9 | ਕੱਟਣ ਦਾ ਤਰੀਕਾ | ਦੋਹਰੇ ਕਿਨਾਰੇ ਵਾਲੀ ਕਟਿੰਗ | |
| 10 | ਮਸ਼ੀਨ ਦੇ ਮਾਪ | 25.4 ਮੀਟਰ x 7 ਮੀਟਰ x 2.2 ਮੀਟਰ | 26 ਮੀਟਰ x 7 ਮੀਟਰ x 2.2 ਮੀਟਰ |
1. ਮੁੱਖ ਢਾਂਚਾ ਇੱਕ ਮਾਰਕਿੰਗ ਯੂਨਿਟ, ਦੋ ਪੰਚਿੰਗ ਯੂਨਿਟਾਂ ਅਤੇ ਇੱਕ ਸ਼ੀਅਰਿੰਗ ਯੂਨਿਟ ਤੋਂ ਬਣਿਆ ਹੈ।
1) ਮਾਰਕਿੰਗ ਯੂਨਿਟ ਇੱਕ ਬੰਦ ਬਾਡੀ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ, ਜੋ ਕਿ ਬਹੁਤ ਮਜ਼ਬੂਤ ਹੈ। ਚਾਰ ਪਰਿਵਰਤਨਯੋਗ ਪ੍ਰੀਫਿਕਸ ਬਾਕਸਾਂ ਦੇ ਨਾਲ, ਹਰੇਕਪ੍ਰੀਫਿਕਸ ਬਾਕਸ 10 ਅੱਖਰ ਰੱਖ ਸਕਦਾ ਹੈ।
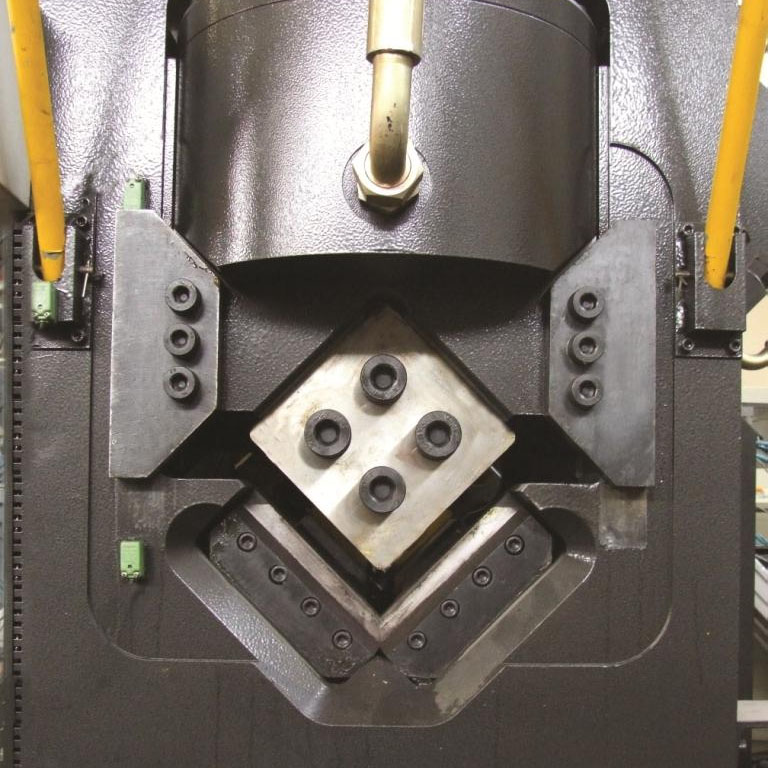
2) ਪੰਚਿੰਗ ਯੂਨਿਟ ਇੱਕ ਬੰਦ ਬਾਡੀ ਨੂੰ ਅਪਣਾਉਂਦਾ ਹੈ, ਜੋ ਕਿ ਬਹੁਤ ਮਜ਼ਬੂਤ ਹੁੰਦਾ ਹੈ ਅਤੇ ਬੰਦ ਬੈੱਡ 'ਤੇ ਲਗਾਇਆ ਜਾ ਸਕਦਾ ਹੈ।ਪੂਰੀ-ਲੰਬਾਈ ਵਾਲੀ ਸਮੱਗਰੀ ਸਹਾਇਤਾ ਅਤੇ ਦਬਾਉਣ ਵਾਲਾ ਯੰਤਰ ਸਹੀ ਦੂਰੀ ਨੂੰ ਯਕੀਨੀ ਬਣਾ ਸਕਦਾ ਹੈ। ਹਰੇਕ ਪੰਚਿੰਗ ਯੂਨਿਟ ਨਾਲ ਲੈਸ ਹੈਕੋਣ ਦੇ ਹਰੇਕ ਪਾਸੇ ਤਿੰਨ ਵੱਖ-ਵੱਖ ਵਿਆਸ ਵਾਲੇ ਛੇਕ ਕਰਨ ਲਈ ਤਿੰਨ ਡਾਈ ਸੈੱਟ।
ਟਰਾਂਸਮਿਸ਼ਨ ਅਰਧ-ਦੂਰੀ ਨੂੰ ਬਦਲਦਾ ਹੈ, ਅਤੇ ਅਰਧ-ਦੂਰੀ ਨੂੰ ਬਿਨਾਂ ਕਦਮਾਂ ਦੇ ਐਡਜਸਟ ਕੀਤਾ ਜਾਂਦਾ ਹੈ।
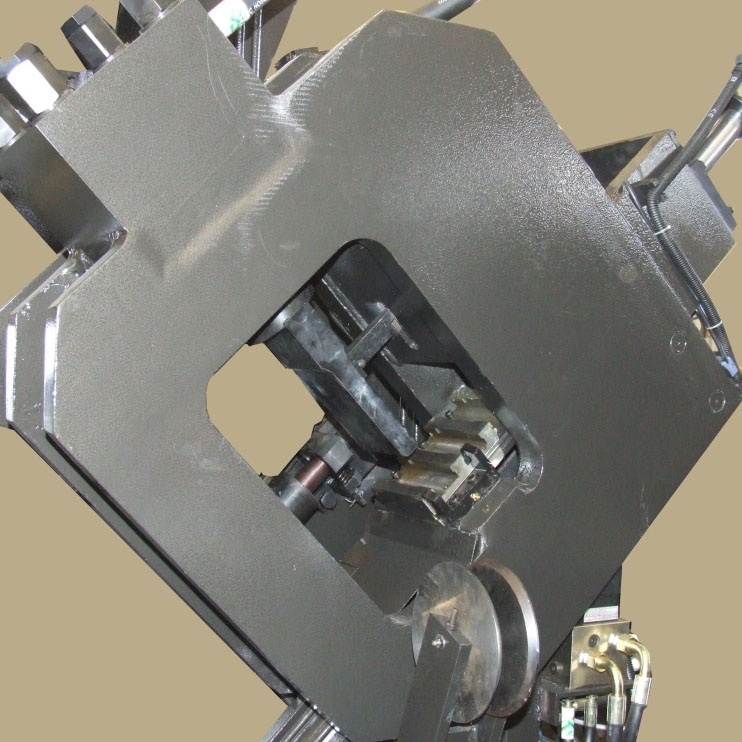
3) ਸ਼ੀਅਰਿੰਗ ਯੂਨਿਟ ਇੱਕ ਬੰਦ ਬਾਡੀ ਅਪਣਾਉਂਦੀ ਹੈ, ਜੋ ਕਿ ਬਹੁਤ ਮਜ਼ਬੂਤ ਹੈ। ਡਬਲ-ਬਲੇਡ ਸ਼ੀਅਰਿੰਗ ਵਿਧੀ ਕੱਟਣ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦੀ ਹੈਸਤ੍ਹਾ ਸਾਫ਼-ਸੁਥਰੀ ਹੈ ਅਤੇ ਸ਼ੀਅਰ ਗੈਪ ਨੂੰ ਐਡਜਸਟ ਕਰਨਾ ਆਸਾਨ ਹੈ। ਸਿੰਗਲ ਬਲੇਡ ਕੱਟਣ ਦਾ ਤਰੀਕਾ ਇਹ ਯਕੀਨੀ ਬਣਾਉਂਦਾ ਹੈ ਕਿ ਕੱਟਣ ਵਾਲਾ ਭਾਗ ਸਾਫ਼-ਸੁਥਰਾ ਹੈ ਅਤੇ ਸ਼ੀਅਰਿੰਗ ਕਲੀਅਰੈਂਸ ਨੂੰ ਐਡਜਸਟ ਕਰਨਾ ਆਸਾਨ ਹੈ।
ਮਾਰਕਿੰਗ ਯੂਨਿਟ
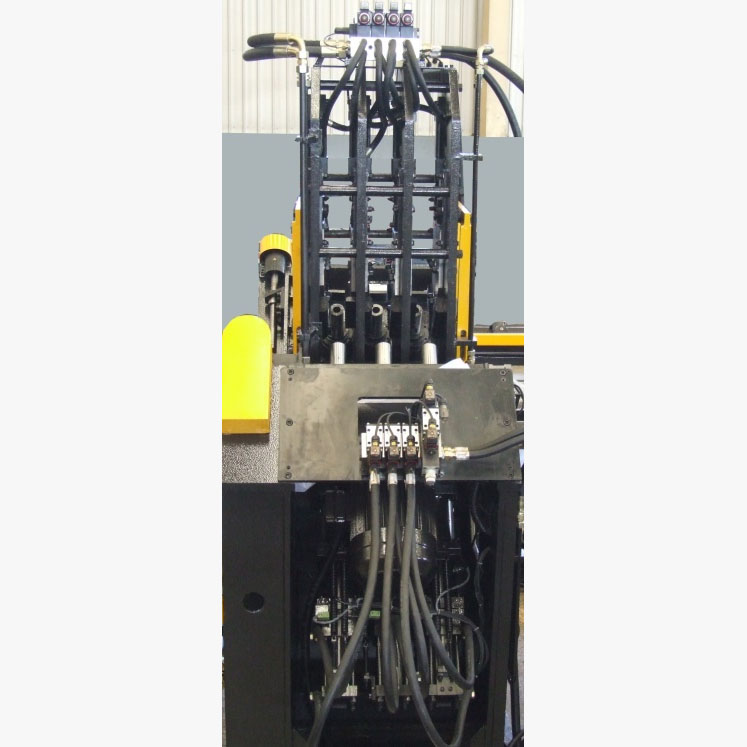
ਪੰਚਿੰਗ ਯੂਨਿਟ
ਕੱਟਣ ਵਾਲੀ ਮਸ਼ੀਨ
2. ਐਂਗਲ ਸਟੀਲ ਨੂੰ ਨਿਊਮੈਟਿਕ ਕਲੈਂਪਾਂ ਦੁਆਰਾ ਕਲੈਂਪ ਕੀਤਾ ਜਾਂਦਾ ਹੈ ਅਤੇ ਸਥਿਤੀ ਲਈ ਤੇਜ਼ੀ ਨਾਲ ਚਲਦਾ ਹੈ। ਐਕਸ-ਐਕਸਿਸ ਫੀਡਿੰਗ ਸਰਵੋ ਮੋਟਰ ਨੂੰ ਅਪਣਾਉਂਦੀ ਹੈ।ਟ੍ਰਾਂਸਮਿਸ਼ਨ, ਰੋਟਰੀ ਏਨਕੋਡਰ ਫੀਡਬੈਕ, ਪੂਰਾ ਬੰਦ-ਲੂਪ ਕੰਟਰੋਲ, ਉੱਚ ਸ਼ੁੱਧਤਾ।
3. ਟ੍ਰਾਂਸਵਰਸ ਫੋਰਹਥ ਡਾਇਲਾਂ ਅਤੇ ਇੱਕ ਫਰੇਮ ਬਾਡੀ ਵਾਲੀਆਂ ਚਾਰ ਚੇਨਾਂ ਤੋਂ ਬਣਿਆ ਹੈ। ਮੋਟਰ ਦੁਆਰਾ ਚੇਨਾਂ ਦੀ ਗਤੀ ਘੱਟ ਕੀਤੀ ਜਾਂਦੀ ਹੈ।ਮਸ਼ੀਨ ਨਾਲ ਚੱਲਣ ਵਾਲਾ।
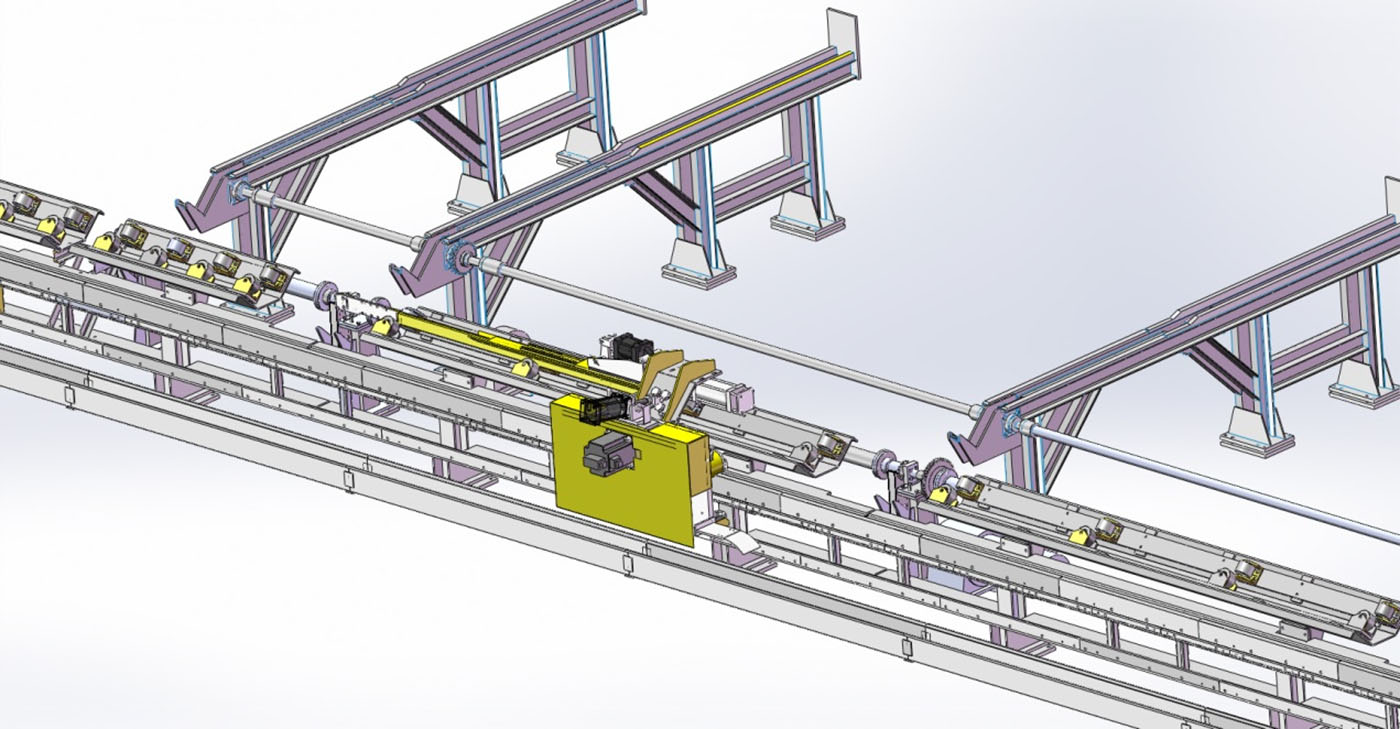
4. ਰੋਟਰੀ ਫੀਡਰ ਮੋਟਰ ਦੁਆਰਾ ਰੀਡਿਊਸਰ ਅਤੇ ਚੇਨ ਰਾਹੀਂ ਚਲਾਇਆ ਜਾਂਦਾ ਹੈ, ਅਤੇ ਹਰੀਜੱਟਲ ਇਨ-ਫੀਡਿੰਗ ਮਟੀਰੀਅਲ ਕਨਵੇਅਰ 'ਤੇ ਐਂਗਲ ਸਟੀਲ ਨੂੰ ਲੰਬਕਾਰੀ ਕਨਵੇਅਰ ਵਿੱਚ ਘੁੰਮਾਉਂਦਾ ਹੈ।
5. ਡਿਸਚਾਰਜ ਮਟੀਰੀਅਲ ਚੈਨਲ ਮਟੀਰੀਅਲ ਚੈਨਲ ਬਾਡੀ ਅਤੇ ਸਿਲੰਡਰ ਤੋਂ ਬਣਿਆ ਹੁੰਦਾ ਹੈ।ਮੁੱਖ ਮਸ਼ੀਨ ਵਾਲੇ ਹਿੱਸੇ ਤੋਂ ਬਾਹਰ ਆਉਣ ਤੋਂ ਬਾਅਦ, ਤਿਆਰ ਐਂਗਲ ਸਟੀਲ ਨੂੰ ਰੋਟੇਸ਼ਨ ਦੁਆਰਾ ਉਤਪਾਦਨ ਲਾਈਨ ਤੋਂ ਬਾਹਰ ਸੁੱਟ ਦਿੱਤਾ ਜਾਂਦਾ ਹੈ।

6. ਮਸ਼ੀਨ ਵਿੱਚ ਤਿੰਨ CNC ਧੁਰੇ ਹਨ: ਫੀਡਿੰਗ ਟਰਾਲੀ ਦੀ ਗਤੀ ਅਤੇ ਸਥਿਤੀ, ਅਤੇ ਪੰਚਿੰਗ ਯੂਨਿਟ ਦੇ ਡਾਈ ਫਰੇਮ ਦੀ ਉੱਪਰ ਅਤੇ ਹੇਠਾਂ ਗਤੀ ਅਤੇ ਸਥਿਤੀ।
7. ਮਸ਼ੀਨ ਦੁਆਰਾ ਸੰਰਚਿਤ ਏਅਰ ਸਿਲੰਡਰ, ਸੋਲਨੋਇਡ ਵਾਲਵ, ਹਾਈਡ੍ਰੌਲਿਕ ਵਾਲਵ, ਪੀਐਲਸੀ ਪ੍ਰੋਗਰਾਮੇਬਲ ਕੰਟਰੋਲਰ, ਸਰਵੋ ਮੋਟਰ, ਡਰਾਈਵਰ, ਆਦਿ ਆਯਾਤ ਕੀਤੇ ਹਿੱਸੇ ਹਨ, ਜੋ ਉੱਚ ਗੁਣਵੱਤਾ ਵਾਲੇ ਹਨ ਅਤੇ ਉਪਕਰਣ ਦੀ ਉੱਚ ਭਰੋਸੇਯੋਗਤਾ ਅਤੇ ਉੱਚ ਸ਼ੁੱਧਤਾ ਨੂੰ ਯਕੀਨੀ ਬਣਾਉਂਦੇ ਹਨ।
8. ਕੰਪਿਊਟਰ ਪ੍ਰੋਗਰਾਮਿੰਗ ਆਸਾਨ ਹੈ, ਅਤੇ ਇਹ ਸਮੱਗਰੀ ਗ੍ਰਾਫਿਕਸ ਅਤੇ ਮੋਰੀ ਸਥਿਤੀ ਦੇ ਕੋਆਰਡੀਨੇਟ ਆਕਾਰ ਨੂੰ ਪ੍ਰਦਰਸ਼ਿਤ ਕਰ ਸਕਦਾ ਹੈ, ਜੋ ਕਿ ਨਿਰੀਖਣ ਲਈ ਸੁਵਿਧਾਜਨਕ ਹੈ। ਉੱਪਰਲੇ ਕੰਪਿਊਟਰ ਪ੍ਰਬੰਧਨ ਦੀ ਵਰਤੋਂ ਪ੍ਰੋਗਰਾਮਾਂ ਦੀ ਸਟੋਰੇਜ ਅਤੇ ਕਾਲਿੰਗ; ਗ੍ਰਾਫਿਕਸ ਦਾ ਪ੍ਰਦਰਸ਼ਨ; ਨੁਕਸ ਨਿਦਾਨ ਅਤੇ ਰਿਮੋਟ ਸੰਚਾਰ ਨੂੰ ਬਹੁਤ ਸੁਵਿਧਾਜਨਕ ਬਣਾਉਂਦੀ ਹੈ।

| NO | ਨਾਮ | ਬ੍ਰਾਂਡ | ਦੇਸ਼ |
| 1 | ਏਸੀ ਸਰਵੋ ਮੋਟਰ | ਡੈਲਟਾ | ਤਾਈਵਾਨ, ਚੀਨ |
| 2 | ਪੀ.ਐਲ.ਸੀ. | ਡੈਲਟਾ | |
| 3 | ਡਬਲ ਵੈਨ ਪੰਪ | ਐਲਬਰਟ | ਅਮਰੀਕਾ |
| 4 | ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਅਨਲੋਡਿੰਗ ਵਾਲਵ | ATOS/Yuken | ਇਟਲੀ / ਤਾਈਵਾਨ, ਚੀਨ |
| 5 | ਰਾਹਤ ਵਾਲਵ | ATOS/Yuken | |
| 6 | ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਰਿਲੀਫ ਵਾਲਵ | ATOS/Yuken | |
| 7 | ਇਲੈਕਟ੍ਰੋ ਹਾਈਡ੍ਰੌਲਿਕ ਦਿਸ਼ਾਤਮਕ ਵਾਲਵ | ਜਸਟਮਾਰਕ | ਤਾਈਵਾਨ, ਚੀਨ |
| 8 | ਇਲੈਕਟ੍ਰੋਮੈਗਨੈਟਿਕ ਦਿਸ਼ਾਤਮਕ ਵਾਲਵ | ਜਸਟਮਾਰਕ | |
| 9 | ਵਾਲਵ ਦੀ ਜਾਂਚ ਕਰੋ | ਜਸਟਮਾਰਕ | |
| 10 | ਏਅਰ ਵਾਲਵ | ਏਅਰਟੈਕ | |
| 11 | ਬੱਸ ਬਾਰ | ਏਅਰਟੈਕ | |
| 12 | ਹਵਾ ਦਾ ਮੁੱਲ | ਏਅਰਟੈਕ | |
| 13 | ਸਿਲੰਡਰ | ਐਸਐਮਸੀ/ਸੀਕੇਡੀ | ਜਪਾਨ |
| 14 | ਡੁਪਲੈਕਸ | ਐਸਐਮਸੀ/ਸੀਕੇਡੀ | |
| 15 | ਕੰਪਿਊਟਰ | ਲੇਨੋਵੋ | ਚੀਨ |



ਕੰਪਨੀ ਦਾ ਸੰਖੇਪ ਪ੍ਰੋਫਾਈਲ

ਫੈਕਟਰੀ ਜਾਣਕਾਰੀ

ਸਾਲਾਨਾ ਉਤਪਾਦਨ ਸਮਰੱਥਾ

ਵਪਾਰ ਯੋਗਤਾ